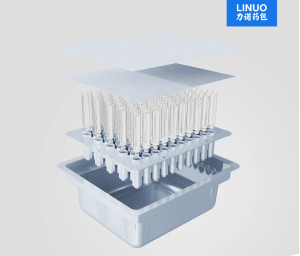
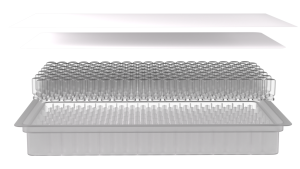
Ready-to-use (RTU) vials are packaging containers that have been pre-washed, depyrogenated, and sterilized by the manufacturer before delivery to the pharmaceutical site. Supplied in standardized “nest & tub” or tray configurations, these containers can be used directly in aseptic filling processes.
As drug manufacturers face pressure in production speed and comply with strict contamination control regulations, RTU vials are becoming an indispensable option for pharma packaging. What are the advantages and uses of RTU vials?
RTU Packaging vs. Traditional Packaging
To understand what ready-to-use products can bring, let’s compare them with traditional pharmaceutical packaging.
| Feature | Traditional Packaging | RTU Packaging |
| Preparation | Washing, depyrogenation, sterilization (onsite) | Pre-treated |
| Production Process | Multiple preparation steps | Direct filling |
| Contamination Risk | Higher glass-to-glass contact and human handling | Minimized; components are protected in nests |
| Flexibility | Fixed batch size usually | Works with small to large batches |
| Cost | Higher initial and maintenance cost | Lower operational cost |
What are the Advantages of RTU Vials?
RTU vials offer unique advantages in production, cost, safety, and transportation, meeting the pharmaceutical industry’s requirements for efficient production lines.
1. Simplified Production Process
- Standardized Packaging: RTU products are typically provided in nests and tubs. This standardization allows for a high degree of automation and robotics integration.
- No Pre-treatment Required: Because the containers arrive already sterilized, the risk associated with onsite water quality and depyrogenation tunnel failures is removed.
- Direct Filling: Once the secondary packaging is de-bagged in a controlled environment, the vials move directly to the filling needles. This direct-to-fill capability significantly reduces the complexity of the production schedule.
For pharma companies, this significantly reduces operational steps and accelerates time to market. In addition, standardized RTU packaging allows for filling containers of various sizes on the same production line, significantly reducing labor needs.
2. Cost Reduction
- Reduced Investment in Infrastructure: By eliminating the need for industrial-scale washers and heated ovens, companies can reduce overall costs. This also leads to a much smaller cleanroom footprint, which lowers ongoing HVAC and operation costs.
- Lower Maintenance Costs: Specialized equipment like washers, sterilizers, and tunnels requires constant monitoring, maintenance, and periodic validation. Shifting to ready-to-use products allows a facility to minimize these operational overheads.
3. Safety and Compliance
Safety is non-negotiable in pharmaceutical production.
The nest-and-tub configuration ensures that there is no glass-to-glass contact during transport or processing. This reduces breakage and contamination risks.
Furthermore, because the vials are sterilized in cleanrooms by the manufacturer, the risk of microbial contamination is significantly lowered compared to onsite bulk processing.
4. Flexibility
Modern pharmaceutical production often requires flexibility. Companies need to respond quickly to market demand, clinical trials, or new product launches.
RTU vials support both small-scale and large-scale production. They are ideal for:
- Clinical trial batches
- Small-volume, high-value drugs
- Contract manufacturing organizations (CMOs)
Similarly, ready-to-use cartridges offer flexibility for prefilled delivery systems. This adaptability makes ready-to-use products suitable for a wide range of production scenarios.
5. Convenient Transportation
The tub and nest secondary packaging ensures that RTU vials can be transported safely with minimal risk of breakage or surface cosmetic defects. This is particularly important for high-value formulations where a single cracked vial could lead to significant financial loss.
What are the Applications of RTU Products?
The versatility of ready-to-use vials makes them suitable for a wide range of pharmaceutical applications:
1. Biologics
Biological products, such as monoclonal antibodies (mAbs) and mRNA vaccines, are sensitive to the environment. The use of ready-to-use vials made from Type I borosilicate glass provides a stable storage environment, maintaining the efficacy and stability of these drugs.
2. Lyophilized Formulations
Many unstable drugs need to be lyophilized into powder form for preservation and then reconstituted before use. RTU vials specifically designed for the lyophilization process can maintain stability. Their ready-to-use, wash-free, and sterilization-free packaging reduces operational steps and the risk of contamination.
3. Injectables
The injectable market is moving toward more convenient and sophisticated delivery systems. These RTU cartridges simplify aseptic filling and ensure consistent quality.
4. New Drug Development
Speed is valuable in drug development. For products in Phase I and Phase II clinical trials, the ability to bypass the installation and validation of a full wash-and-sterilize line is an advantage. Using ready-to-use products allows R&D teams to move from the lab to the clinic in a much shorter time, getting therapies to patients faster.
5. Chemicals
Beyond pharmaceuticals, RTU vials are also used in chemical applications that require high purity and contamination control.
Their standardized format and sterile conditions make them suitable for sensitive chemical compounds and laboratory use.
Linuo RTU Products
When choosing pharmaceutical packaging, you need a reliable supplier.
Linuo manufactures RTU vials using Type I borosilicate glass. This is the highest standard for pharma. It resists chemicals, handles temperature changes, and protects your drug. Our ready-to-use products meet global standards, including ISO, USP, and GMP. Other features include:
- The nest-and-tub packaging prevents glass-to-glass contact, reducing breakage and contamination risks, and is compatible with your automated filling lines.
- Processed in a controlled cleanroom environment to ensure particle-free, sterile handling.
- Available in a variety of sizes and specifications to meet your needs.
Whether you are scaling up for commercial production or managing a small-batch clinical trial, Linuo’s RTU vials provide a safe, flexible, and highly efficient packaging solution.
Conclusion
From cumbersome cleaning to efficient ready-to-use mode, RTU vials offer great advantages in efficiency, cost, and safety. As the demand for biologics, injectables, and innovative drug delivery systems continues to grow, RTU products will play an even more important role.
If you are looking to streamline production and accelerate product launch timelines, contact Linuo now for more information about RTU products!

